
With 50 years experience in the conveying business Tratec Solutions belt conveyors are developed to a very high standard both with respect to capability and durability.
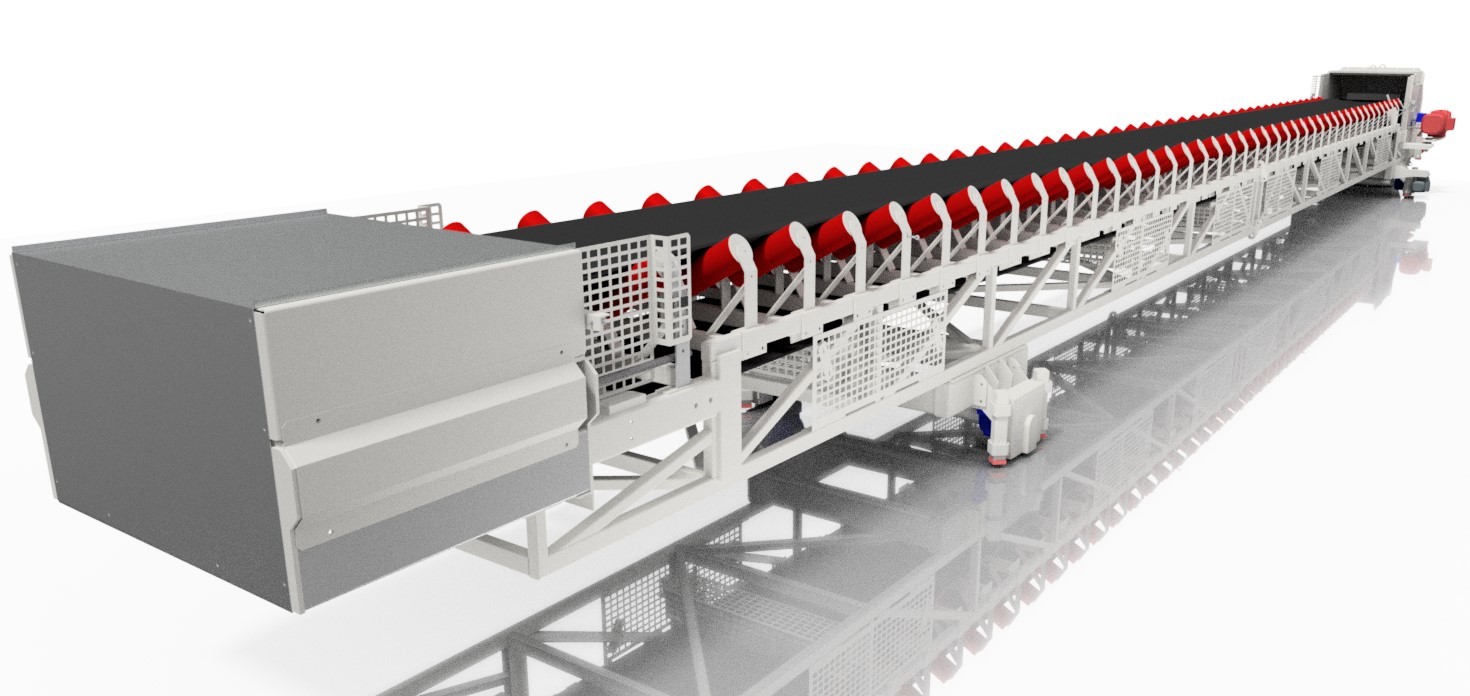
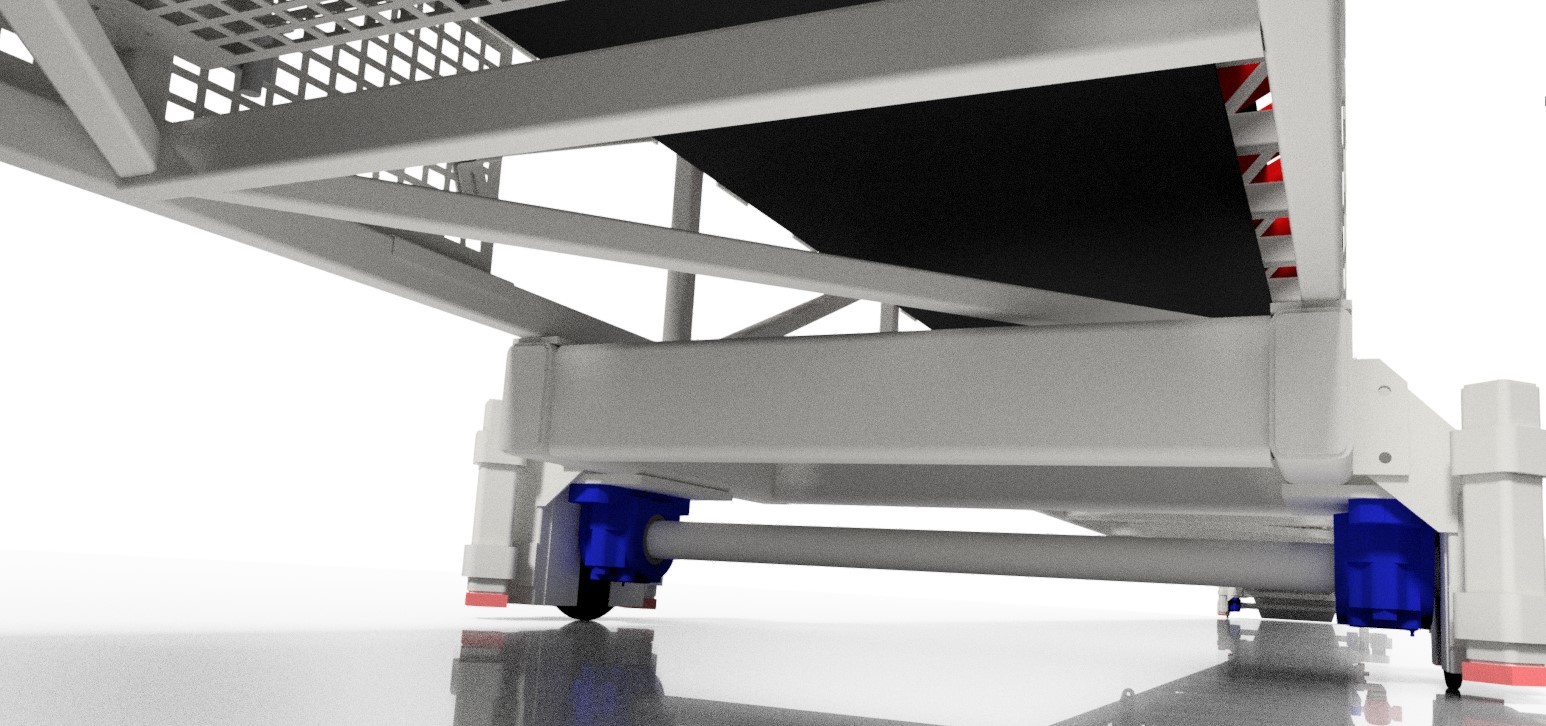
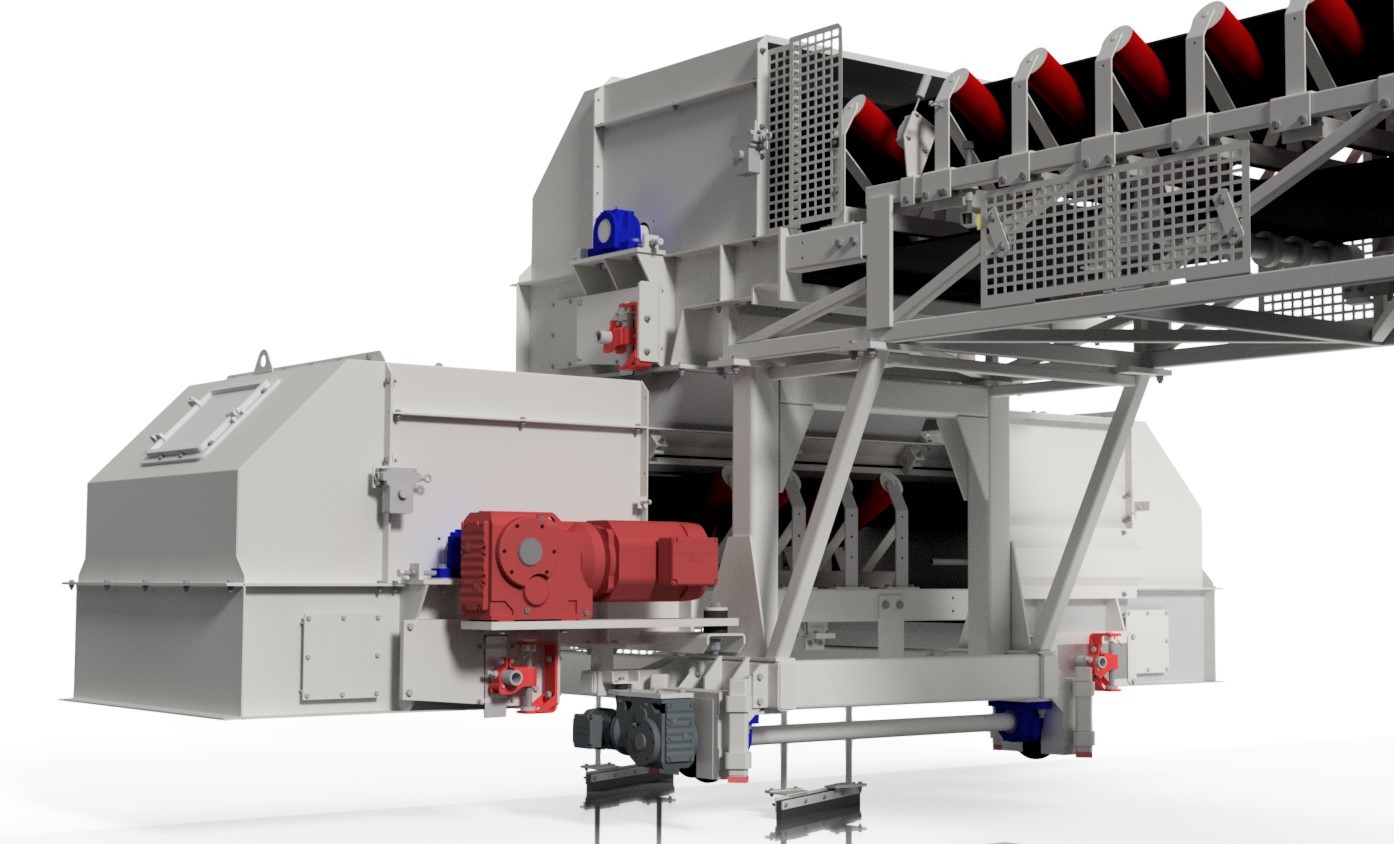
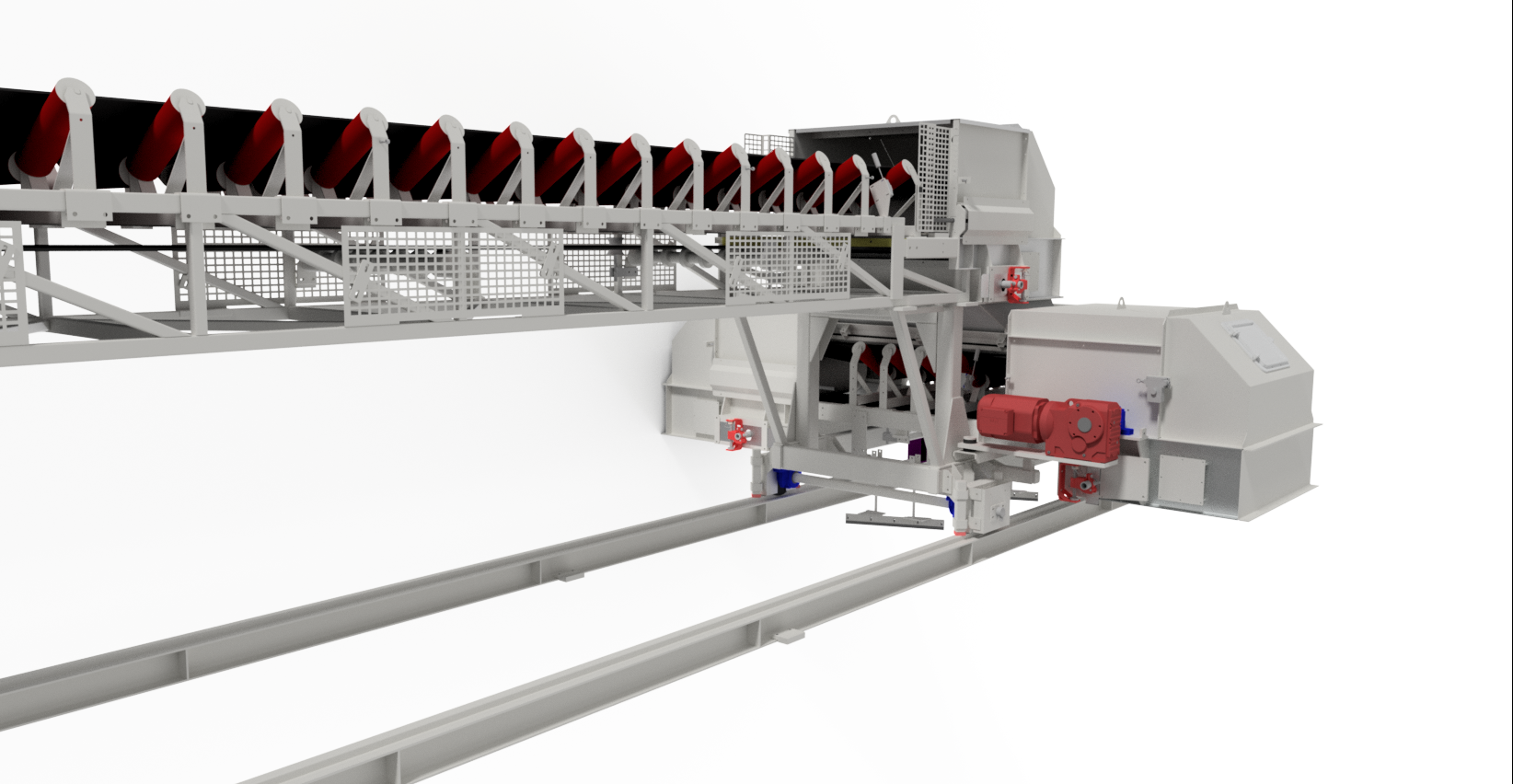
Shuttle conveyors are framework or channel type belt conveyors mounted on trolleys with wheels which travel on rails. They can be equipped with own drive which gives them ability to move along the rails in both directions. This movement can be fully automated or controlled by an operator. Those conveyors can be built as a reversible belt conveyor which allows to transport material to both conveyor's ends.They are often used for filling bulk material to the storage bins, hopper or silos installed in one row.
Shuttle belt conveyors:
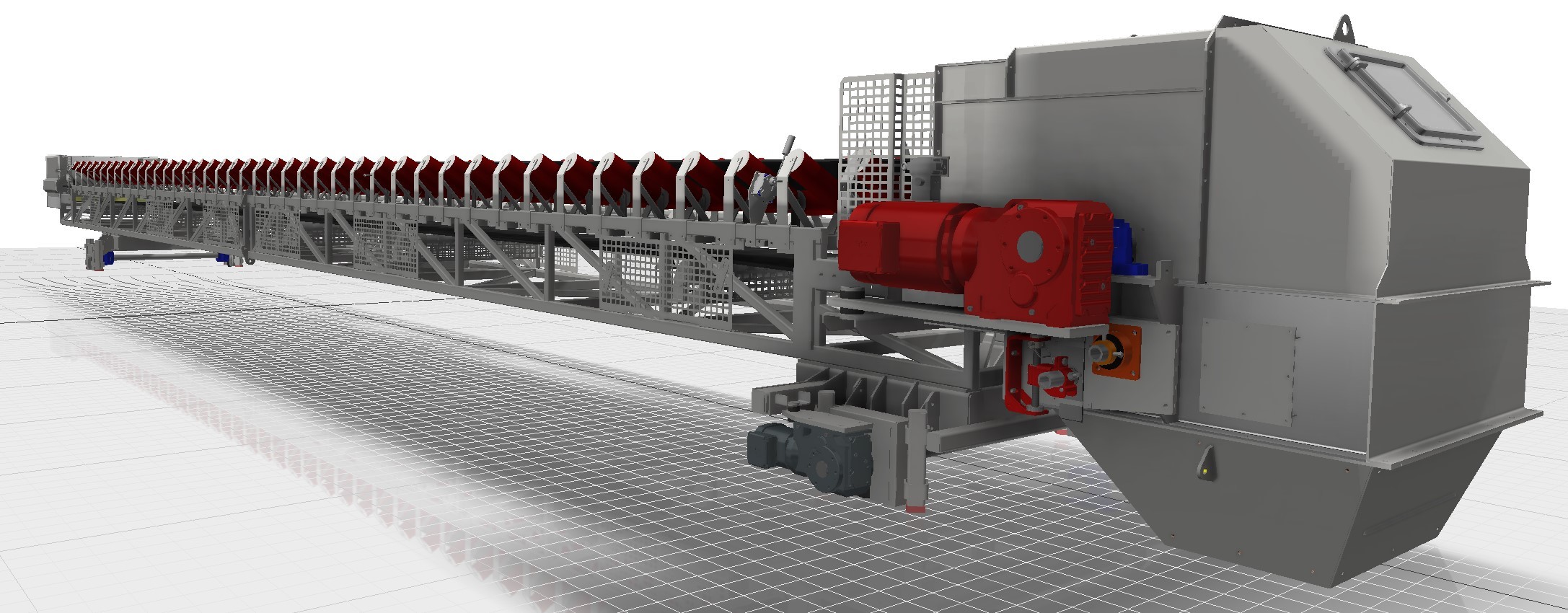
- The drums have a diameter up to 400mm.
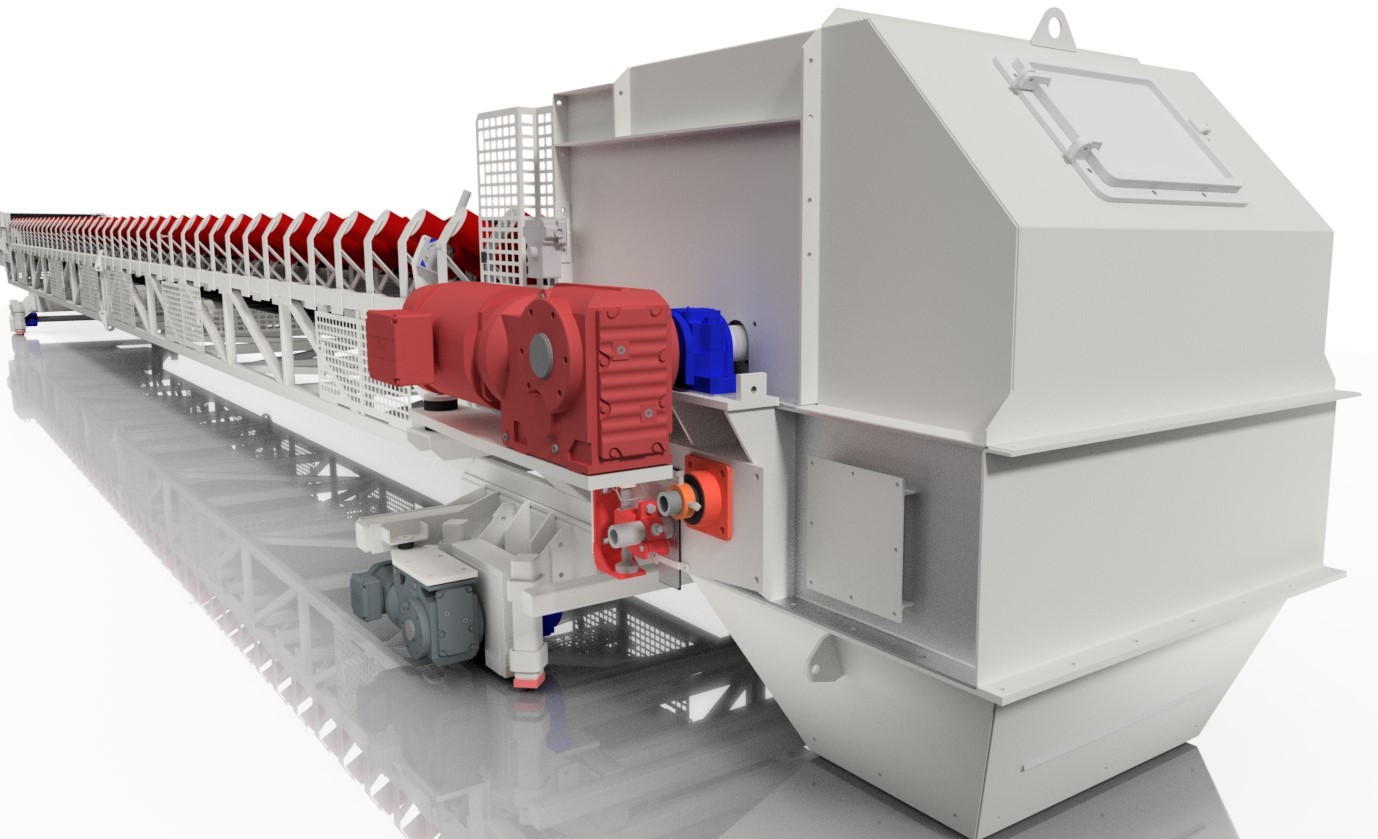
- The drive drum is rubbered and equipped with heavy-duty foot mounted bearings.
- The return drum is equipped with robust bearings and the fixed shaft is connected to manual tensioning devices.
- The rollers have a diameter of up to 133 mm and are self lubricating with PCS seals.
- Damping elements and shock absorbers are available for the loading zone.
- The rubber belt quality is determined by the materials handled by the conveyor.
- The primary and secondary tension belt cleaners are mounted at the drive drum whilst a plough scraper is mounted on the return belt before the return drum.

- Inlet chute is installed in the loading zone. It is equipped with rubber seals to avoid spillage and Hardox wearplates for better wear resistance.
- Optional equipment: Rails, walkways, service platforms, top cover, side cover, emergency stop system, speed sensor and alignment switch. Conveyor can be provided with enclosures, which prevent the escape of dust to the surrounding atmosphere and are weather protected.
- Surface treatment: Main parts sandblasted, primed and painted to Tratec Solutions standard. Bolts, brackets and smaller items are galvanised.
- Trolleys equipped with a wheels, drive motor with a brake and optionally with an encoder sensor.



Get in touch









































